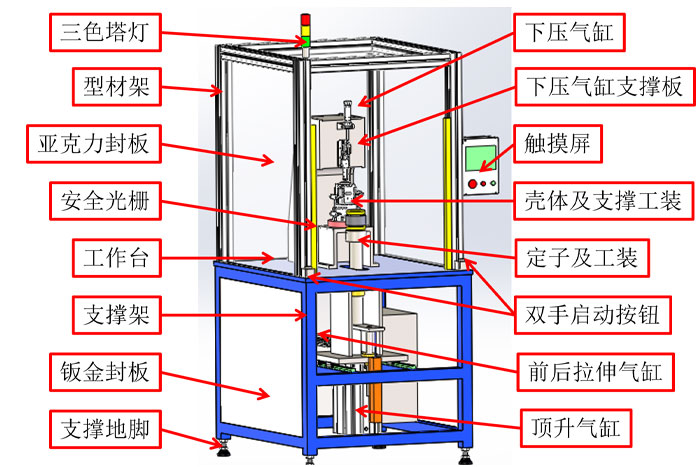
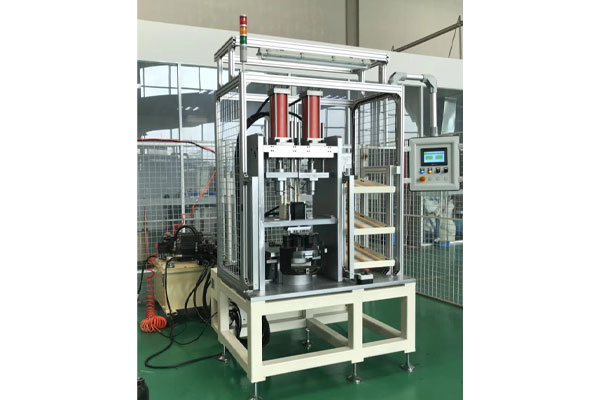
1. 使用伺服电缸将定子压入到电机壳,最大压力3吨,定子压入电机壳深度(1-120mm),需由工装保证(位移精度≤0.05mm);
2. 保证定子与电机壳轴心的同轴度(精度≤0.05mm);
3. 保证定子与电机壳端面的垂直度(精度≤0.05mm);
4. 压装过程不能导致,定子硅钢片翘曲;
5. 需要配置压力传感器检测压力(压入压力最大 5T);
6. 节拍≤40s;