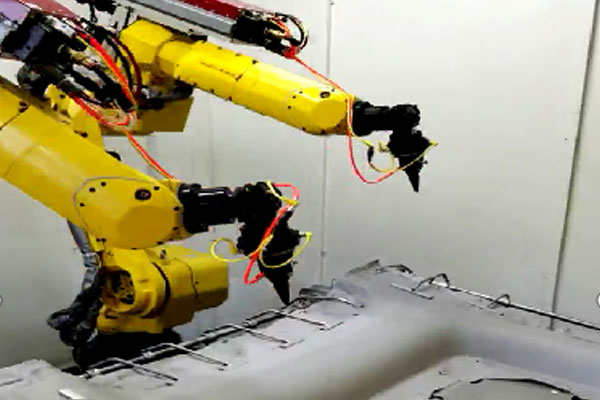
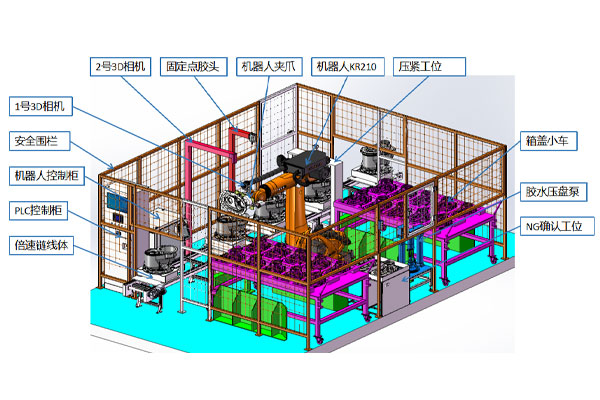
1. 弧焊机器人倒挂安装在龙门架上,兼顾 1#和 2#两个工位的自动焊接工作;
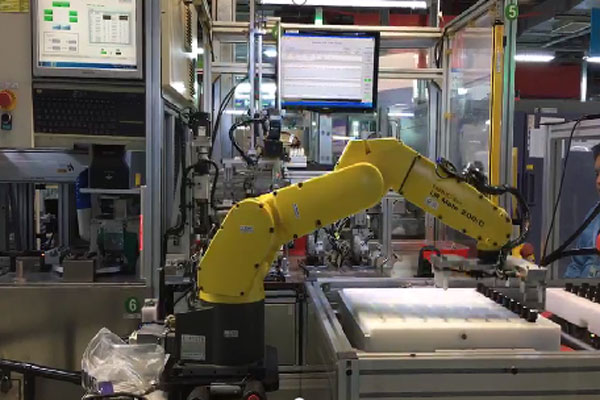
2. 工人借助运输工具将工件(油箱筒体和端盖部件)运送到工作站线边,隔板焊接工位以及端盖附件焊接工位的来料状态均为装配或者点固完整状态,且位置准确;
3. 各工位设置有按钮盒,除安装在显著便捷位置的安全按钮,还有预约按钮;工作站启动时,各工位的安全光栅防护激活,保护避免工人侵入自动工作区域。
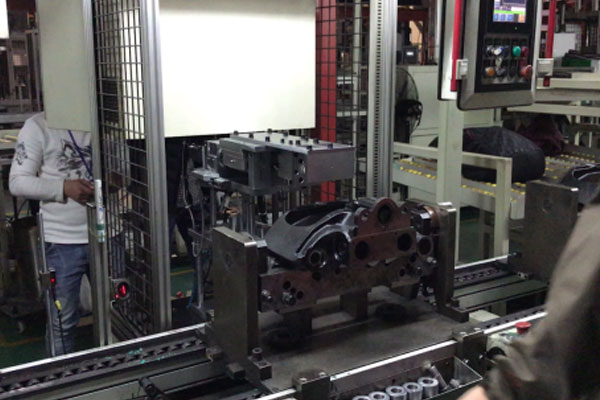
4. 端盖附件焊接工位,工人手动上件,辅助对齐,自动定位和夹紧;在工作站触摸屏上确认换型,弧焊夹具完成自动换型,满足两种型号工件的自动焊接。
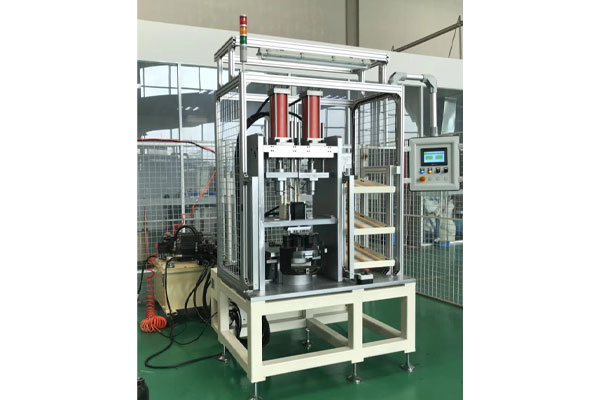
5. 工人借助运输小车将油箱筒体装夹在 2 轴变位机上,调整好位置,自动夹紧。
6. 设备维护时,工人通过安全门进入工作站操作。